Типовые решения для процесса экструзионного производства
Подайте заявку на внедрение, дождитесь согласования и получите доступ ко всем документам
Подайте заявку на внедрение, дождитесь согласования и получите доступ ко всем документам
Предприятия производственного сектора
Обрабатывающая промышленность
2 месяца
Не требуются
Описание
Основные цели внедрения
Экструзия – основной этап для производства погонажных изделий из полимерных материалов, такие как трубы, профиля, плёнки, оболочки кабелей, элементы оптических систем светильников — рассеиватели и т. д. Процесс экструзии представляет собой непрерывный технологический процесс и зачастую не требует большого количества сотрудников для обслуживания (экструзия происходит в автоматическом режиме под управлением в среднем 1-3 сотрудников).
Несмотря на то, что экструзионное оборудование относится к высокопроизводительному процессу, этот технологический этап традиционно является производственным ресурсом, ограничивающим объем выпуска продукции за период времени («узкое место» потока). Обусловлено это наличием простоев, снижающих фактическое доступное время оборудования для изготовления продукции. При этом оценить фактические потери из-за простоев на участках экструзии зачастую сложно, т. к. сбор статистики для анализа причин простоев требует дисциплины сотрудников, непосредственно работающих на экструзионных линиях. Проведение анализа для выявления наиболее значимых проблем трудоемкий процесс, который возможен только при наличии определенных навыков у сотрудников.
Процесс экструзии находится в постоянном динамическом равновесии: изменение одного параметра процесса влечет за собой изменение других. Поэтому эффективность линии сильно зависит от уровня квалифицированности операторов, которые могут выявить резервы и создать наиболее производительный процесс для выпуска изделий требуемого качества.
| Проблема | Причины |
|---|---|
| Низкая производительность экструзионного участка | - Ошибки операторов при определении оптимальных технологических параметров - Потери материала и рабочего времени на производство или переработку продукции, несоответствующей требованиям заказчиков по качеству - Длительные переналадки - Высокий уровень аварийных простоев оборудования |
| Типовые решения | Целевой результат |
|---|---|
| Внедрение системы анализа эффективности оборудования на основе ОЕЕ | Выявление наиболее значимых причин потерь рабочего времени для приоритезации внедрения улучшений |
| Стандартизация процессов управления технологическими параметрами | Снижение ошибок операторов |
| Снижение времени переналадки с помощью методики «Быстрая переналадка». | Повышение объемов производства за счет увеличения доступного времени оборудования |
| Внедрение автономного обслуживания оборудования | Предотвращение потерь из-за ускоренного износа оборудования, за счет оперативного реагирования на отклонения от его нормального состояния |
Примеры реализованных решений на предприятии ООО "КОМПАНИЯ "ГРАЙН"
ПРИМЕР 1.
Для исключения потерь рабочего времени внедрили процесс комплектации и предварительного нагрева формообразующего инструмента до остановки оборудования на переналадку.
В целях снижения времени установки фильеры стали применять гидравлическую тележку с подъемным столом, позволяющей быстро позиционировать фильеру при установке.
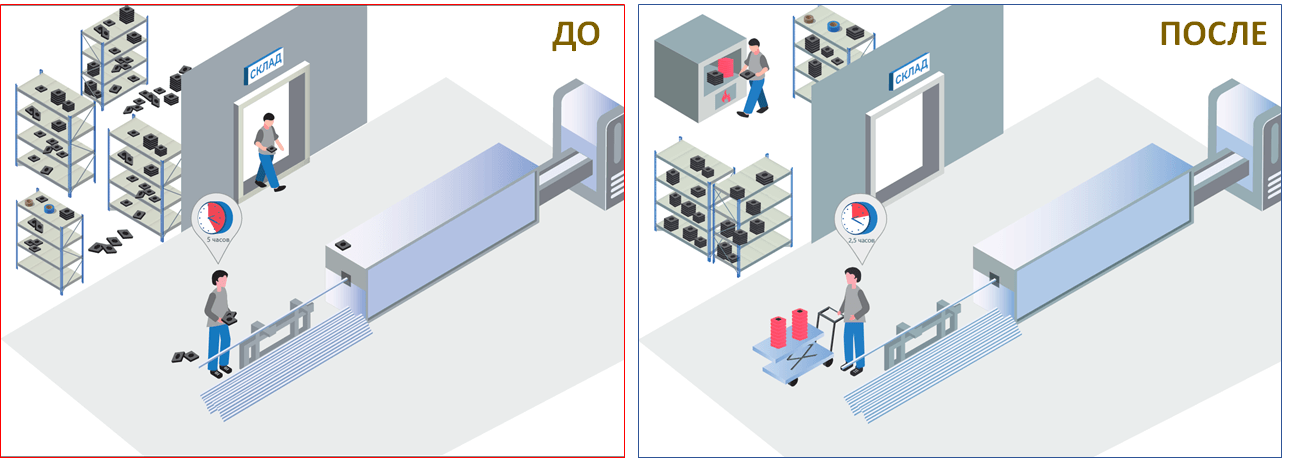
Результат:
- Снижено среднее время переналадки с 5,1 до 2,9 часа, на 43%.
Выявить и устранить проблемы позволило применение инструментов: Быстрая переналадка
ПРИМЕР 2.
Для снижения уровня дефектности продукции, создан системный процесс по анализу и устранению причин дефектов. Для этого:
- Определили виды дефектов и создали стенд с образцами дефектов для быстрой идентификации вида дефекта;
- Стали применять журнал учета количества каждого вида дефекта;
- Создан процесс анализа и устранения корневых причин по каждому виду дефекта.
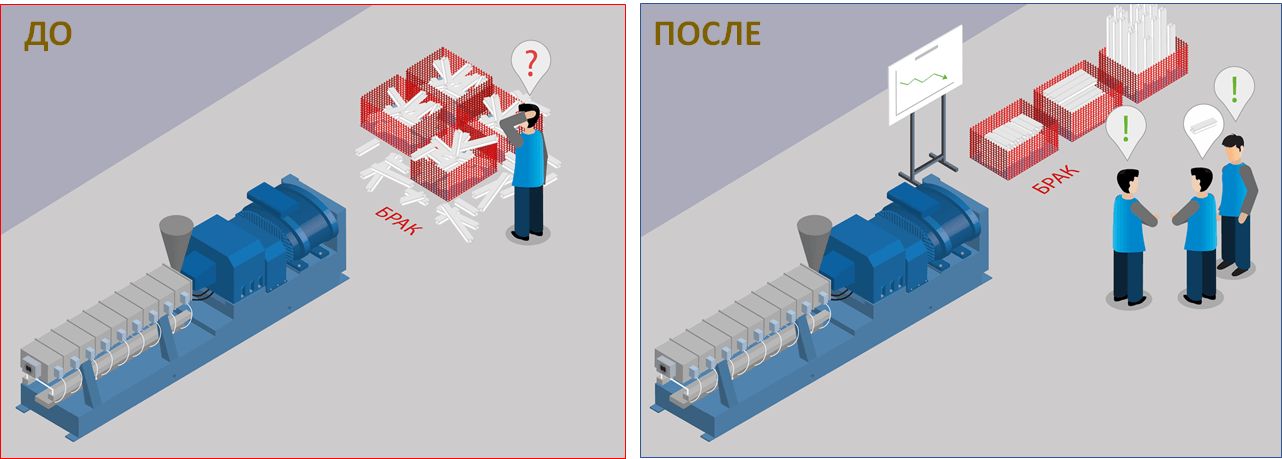
Результат:
- За счет снижение дефектности на 11,6%, дополнительная выручка предприятия составила 13,2 млн.руб/год (165 тонн готовой продукции).
Выявить и устранить проблемы позволило применение инструментов: «Системное решение проблем».
ПРИМЕР 3.
Для снижения уровня аварийных простоев предприятие реализовало следующие мероприятия:
- разработаны и утверждены график проведения предупредительно планового обслуживания и система контроля его исполнения;
- часть работ по обслуживанию оборудования перераспределена на эксплуатирующий персонал, для этого разработали карты автономного обслуживания, с указанием состава и графика работ, и обучили сотрудников;
- создана система оперативной эскалации о выявленных отклонений оборудования и отслеживания статуса их устранения.
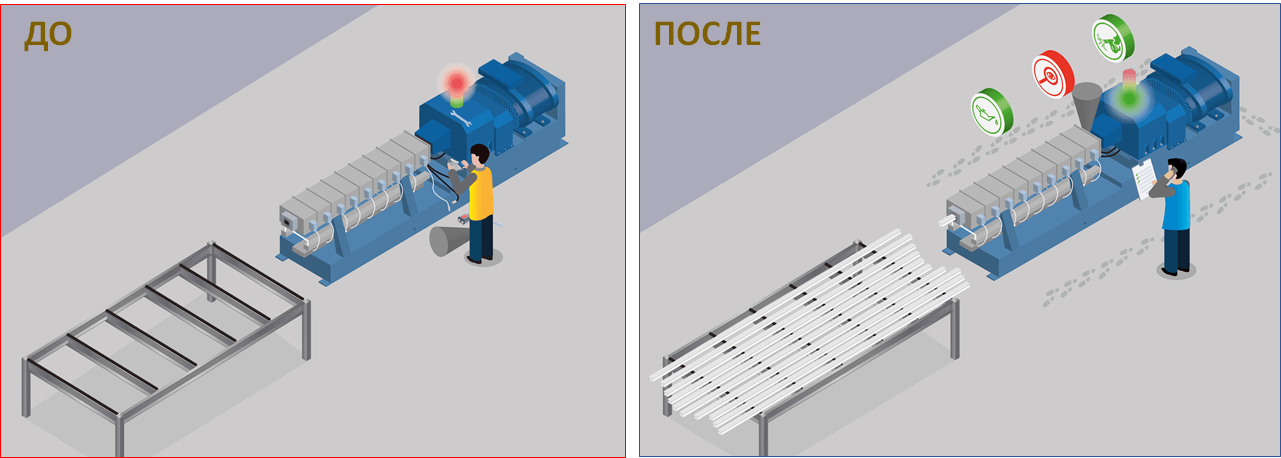
Результат:
- Снижен процент аварийных простоев с 4,8% до 2,4% (на 50%) за 5 месяцев. Дополнительный выпуск продукции в год по всем линиям составит 432 паллеты (389 тонн) ГП = 34,5 млн руб.
Выявить и устранить проблемы позволило применение инструментов: Автономное обслуживание.
Полная версия документа, содержащая набор инструкций для самостоятельной реализации мероприятий предоставляется пользователю после заполнения краткой формы заявки.
Вызов формы заявки осуществляется нажатием кнопки "Хочу внедрить".
Приложенные документы
Документы для скачивания: