Типовые решения для процесса сборки при производстве насосов и компрессоров
Подайте заявку на внедрение, дождитесь согласования и получите доступ ко всем документам
Подайте заявку на внедрение, дождитесь согласования и получите доступ ко всем документам
Предприятия производственного сектора
Обрабатывающая промышленность
2 месяца
Не требуются
Описание
Основные цели внедрения
Сборочные и контрольные операции представляют собой основу технологического цикла производства насосов и компрессоров, преобразования материалов и комплектующих в готовую продукцию для реализации. По данным предприятий, основной составляющей себестоимости продукции являются комплектующие. Второй по значимости, идут затраты на персонал, величина которых составляет от 10 до 25% всех затрат, в зависимости от типа продукции и производственных процессов. На подавляющем большинстве предприятий процесс сборки выполняется вручную с автоматизацией некоторых операций.
Среди наиболее значительных проблем процессов сборки является низкая полезная загрузка операторов, которая может составлять всего 45-50% фонда рабочего времени. В большинстве случаев это связано с тем, что рабочее время операторов используется для выполнения вспомогательных функций, таких как перемещение изделий, снабжение собственных рабочих мест, а также на ожидания и простои из-за неравномерной, несбалансированной загрузки как отдельных рабочих мест, так и целых участков.
В связи с перечисленными факторами проекты по повышению эффективности, устранению простоев, перебалансировке и перепланировке могут сократить до 5% себестоимости продукции и по результатам некоторых проектов по повышению производительности труда, приносят значительные экономические эффекты.
Одним из основных предлагаемых улучшений, направленным на снижение потерь, связанных с перемещениями и ожиданиями, - является перепланировка и снижение дистанций между операциями и производственными участками, выявление и устранение потерь внутри самих операций, выравнивание производительностей и перебалансировка загрузки рабочих мест, выравнивание производственных потоков.
| Проблема | Потенциальная причина |
|---|---|
| Снижение уровня удовлетворенности и потеря клиентов | Длительные сроки выполнения заказов являлись следствием планирования, исполнения и передачи деталей, полуфабрикатов и готовых изделий между рабочими местами, участниками, контрольными стендами и на склад крупными партиями |
| Низкая выработка операторов | Операторы самостоятельно осуществляли снабжение своих рабочих мест материалами и комплектующими, значительная удаленность рабочих мест от склада хранения материалов и комплектующих, длительное время поиска материалов и комплектующих на складе |
| Низкая прибыль от реализации изделий в результате увеличения себестоимости изделий | Низкий уровень организации производства, выраженный в виде несбалансированности потоков производства, работа крупными партиями, потери на излишние действия, приводит к необходимости привлекать избыточное количество персонала и увеличивать ФОТ |
| Дефицит оборотных средств, увеличение финансовой нагрузки на предприятие | Планирование, производстве и перемещение материалов, полуфабрикатов, готовой продукции осуществляется крупными партиями, что приводит к образованию значительных запасов как на складах, так и в виде незавершенного производства, замораживанию средств предприятия в виде запасов |
| Типовые решения | Целевой результат |
|---|---|
| Оптимизация организации рабочего места с целью повышения эффективности выполнения операций | Сокращение трудоемкости операций за счёт снижения потерь времени оператором на поиск комплектующих на рабочем месте и сокращения дистанций от оператора до комплектующих |
| Сокращение расстояний между рабочими местами и участками | Сокращение трудоемкости операций, сокращение размера партии и времени простоев, связанных с ожиданием завершения обработки партии на предыдущих рабочих местах |
| Стандартизированная работа, изменение длительности операций, проведение перебалансировки | Обеспечение оптимальной и равномерной загрузки операторов, увеличение выработки |
Примеры реализованных решений
Пример 1. АО Ногинский завод топливной аппаратуры (АО «НЗТА»)
Для сокращения потерь времени операторов на поиск необходимых комплектующих на рабочем месте и для сокращения трудоемкости операций их установки, на рабочих местах сократили объемы комплектующих, оставив только необходимые для работы, разместили их на рабочем месте согласно правил эргономики, что также помогло снизить утомляемость операторов и сделать процесс стабильным. Разработали визуальные стандарты выполнения операций.
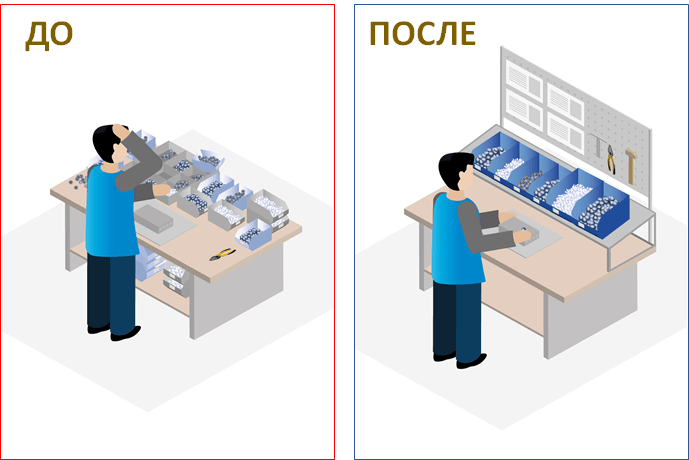
Результат:
Снижение трудоемкости цикла операций сборки с 51,83 до 47,07 минут, а также увеличение на 9,2% выработки участка сборки.
Выявить и устранить проблемы позволило применение инструментов: Стандартизированная работа, 5С на производстве.
Пример 2. АО Ногинский завод топливной аппаратуры (АО «НЗТА»)
Для сокращения потерь, связанных с перемещениями операторов между рабочими местами конвейера, излишних перемещений деталей и полуфабрикатов как внутри производственного потока, так и при снабжении рабочих мест, проведена реорганизация участка. Проведено сокращение рабочих мест на конвейере и длина самого конвейера, перераспределение и перебалансировка операций между рабочими местами.
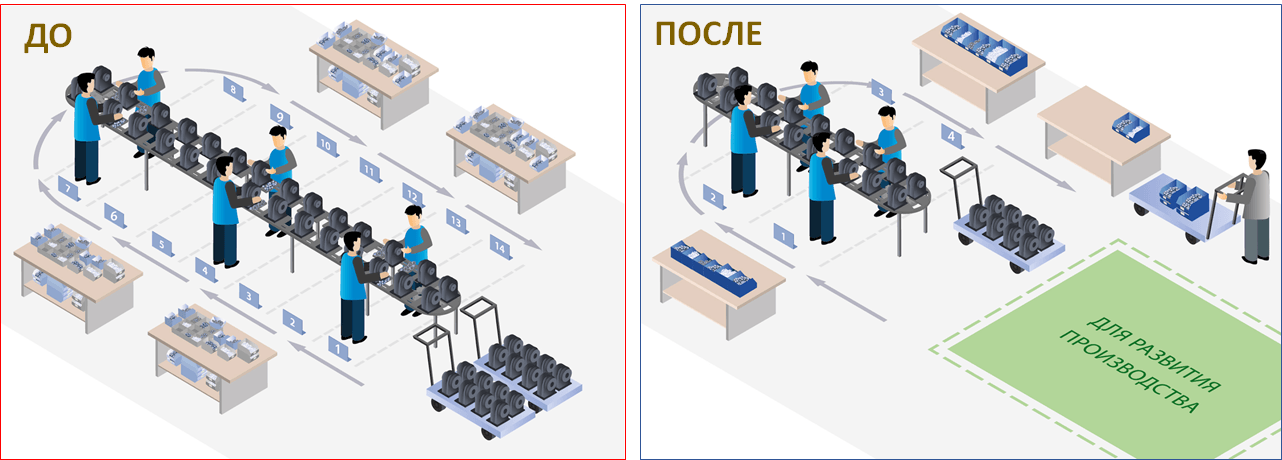
Результат:
Сокращение конвейера с 40 до 30 метров, высвобождено до 1000 м2 площади цеха для использования другими операциями, сокращены потери на перемещения высвобожден один оператор, сокращено время протекания процесса сборки и контроля компрессоров с 80 до 60 минут, на 25%.
Выявить и устранить проблемы позволило применение инструментов: Производственный анализ, Стандартизированная работа, Перебалансировка.
Пример 3. АО Ногинский завод топливной аппаратуры (АО «НЗТА»)
Для сокращения потерь, связанных с работой крупными партиями и перемещениями между производственными участками, удаленными на значительные расстояния до 278 метров между собой, выраженными в виде увеличенной трудоемкости, формированию избыточных запасов незавершенного производства, увеличенного времени протекания процесса, провели объединение между собой участков и некоторых операций, провели перебалансировку рабочих мест.
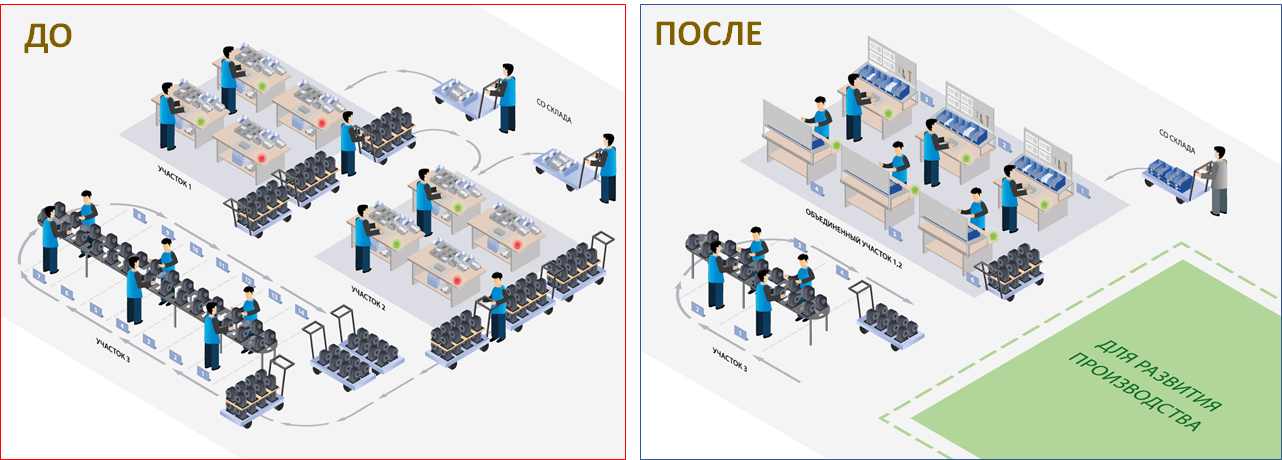
Результат:
Сокращение дистанций перемещений с 278 до 75 метров, в 3,7 раза, выравнивание нагрузки, перебалансировка рабочих мест позволили высвободить 8 из 29 операторов, сокращение на 38%.
Выявить и устранить проблемы позволило применение инструментов: Стандартизированная работа, Перебалансировка, Диаграмма спагетти.
Пример 4. АО «Вакууммаш»
Для сокращения потерь, связанных ожиданиями участком сборки, завершения обработки и перемещения при помощи кран-балки крупных партии деталей с участка термообработки, который ограничивал производительность всего потока, была изменена конфигурация корзины. Изменение корзины позволило увеличить производительность участка термообработки, сделать ее равной остальным участкам потока. Для сокращения потерь, связанных с ожиданиями кран-балки и перемещения деталей, сократили размер партии обработки до величины, которую возможно перемещать при помощи транспортных тележек.
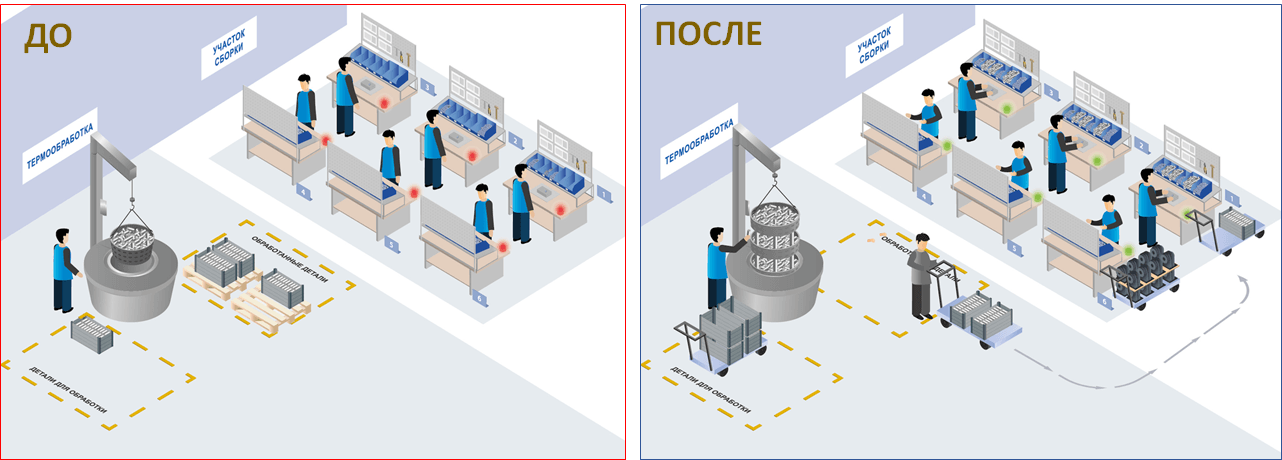
Результат:
Длительность выполнения операции для партии деталей с 350 часов, сокращена до 140 часов, на 66%, на столько же сокращено общее время протекания процесса изготовления партии насосов. Также, сокращение ожиданий завершения операции термообработки, позволило сократить простои остальных участков и увеличить общую выработку предприятия на 8,3%
Выявить и устранить проблемы позволило применение инструментов: Картирование, Методика решения проблем, Диаграмма спагетти.
Пример 5.
Для сокращения потерь, связанных с перемещениями насосов с участка сборки в печь прогрева на расстояния до 543 метра, крупными партиями, при помощи транспортных средств для проведения параметрических испытаний, был организован участок сборки с переносом печи в непосредственную близость от постов сборки. Мероприятие позволило осуществлять перемещения насосов в печь и обратно по одному изделию без дополнительных приспособлений.
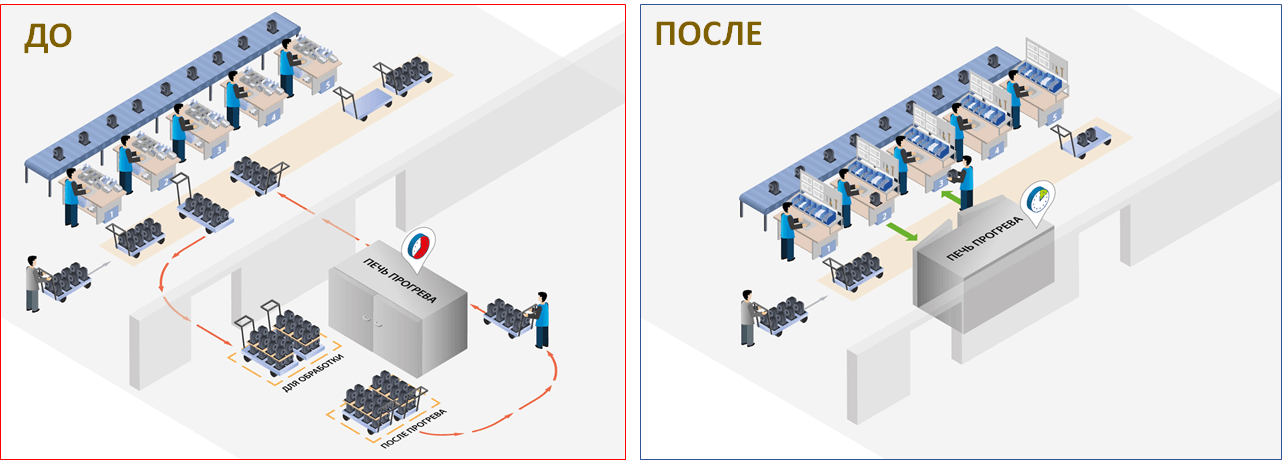
Результат:
- Снижение времени цикла сборки и испытаний насосов с 27,4 до 20,6 часов, на 25%
- Увеличение выработки участком сборки с 59 до 71 насоса в месяц, на 20%
- Экономический эффект, полученный за счет производства и реализации дополнительно произведенной продукции, составил 1,75 млн. рублей в месяц
Выявить и устранить проблемы позволило применение инструментов: Картирование, Диаграмма спагетти, 5С
Полная версия документа, содержащая набор инструкций для самостоятельной реализации мероприятий предоставляется пользователю после заполнения краткой формы заявки.
Вызов формы заявки осуществляется нажатием кнопки "Хочу внедрить".
Приложенные документы
Документы для скачивания: